關鍵詞 |
DIY液體硅膠,手板設計材料,翻模硅膠材料,透明蠟模膠 |
面向地區 |
全國 |
液體硅膠的特點介紹及使用方法
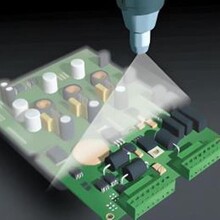
1、◆液體硅膠應該如何使用◆,單組份液體硅膠常用類牙膏管包裝,直接擠出來就可使用。雙組份液體硅膠在使用之前,要嚴格按照配比稱量,攪拌混合均勻后,進行抽真空處理,然后就可以使用了。對于需要加熱固化的液體硅膠,需要在高溫烘箱或者過隧道爐進行加熱。為了提高生產效率可以使用點膠機進行機器操作。
2、◆液體硅膠產品包括哪些◆,液態硅膠包括液態硅橡膠,0度液態硅橡膠,零度液態硅橡膠,5度液態硅橡膠,10度液態硅橡膠,15度液態硅橡膠,20度液態硅橡膠,25度液態硅橡膠,30度液態硅橡膠,40度液態硅橡膠,50度液態硅橡膠,60度液態硅橡膠,80度液態硅橡膠,醫用液態硅橡膠,奶嘴液態硅橡膠,注射成型液態硅橡膠,耐高壓液態硅橡膠,低壓低粘度液態硅橡膠,導電液態硅橡膠,膠輥用液態硅橡膠,液態氟硅橡膠,按鍵液態硅膠,低硬度液態硅膠,高透明低粘度液態硅橡膠,高導熱有機硅灌封膠,高回彈減震液態硅橡膠,潛水眼鏡液態硅橡膠,高拉力液態硅橡膠,食品級無味液態硅橡膠,商標用液態硅橡膠,紡織品表面印刷或涂布用液態硅橡膠,電纜附件液態硅橡膠,無水口密封圈液態硅橡膠,手機套液態硅橡膠,手表帶液態硅橡膠,防偽手環液態硅橡膠。
3、◆液體硅膠的種類介紹◆,1、注射成型液體硅橡膠(LSR):全名為注射成型液體硅橡膠,硫化設備為注射成型機。注射成型機有著工藝流程非常簡單(不需高溫膠工藝中的配料,煉膠,切料,擺料等人工流程,只需一個工人取產品即可),產品度高(成型之前所有人工程序全部被機器取代),產量高(A/B膠混合在一定溫度下幾秒鐘成型),省人,省電,省材料等多項優點,能生產所有高溫膠生產的液態硅膠產品!是今后幾年液態硅膠材料發展的一主流。
液體硅膠系列
RTV-2室溫硫化硅橡膠
型號: 233#
用途:廣泛用于PU樹脂、不飽和樹脂、聚氨酯樹脂、PVC產品,婚慶蠟燭、石膏工藝品、肥皂手工皂、輪胎翻模,大型水泥聲屏障等包模灌注模模具制作
型號233#
顏色白色
粘度(CS) 29000
比重( g/cm3 ) 1.08
硬度(A°) 30
抗拉伸強度( kgf /cm2 ) 44.8
抗撕裂強度(kgf /cm2 ) 28
伸長率(%) ?445
線收縮率(%) ≤0.3
固化劑添加比例(%) 3-5%
操作時間( mins ) 30
固化時間( hours ) 4-8
溫馨提示:
1.本公司產品勿需加入硅油調節軟硬度和流動性,用戶若需比上述牌號更軟或流動性更好的產品,請與本公司聯系提供。我們不推薦添加硅油,對于軟模或者是花紋非常精細的產品,一般硅油添加比例也只在5%-10%。 特點:
★雙組分硅膠:液體硅膠和固化劑
★流動性好、易排泡、易灌注
★耐高溫耐酸堿、低收縮率
★高抗拉、高抗撕、翻模次數多
翻模操作方法:
1、硅膠與固化劑攪拌均勻.模具硅膠外觀是流動的液體,A組份是硅膠,B組份是固化劑。例:取100克硅膠,加入2克固化劑(注:硅膠與固化劑一定要攪拌均勻,如果沒有攪拌均勻,模具會出現一塊已經固化,一塊沒有固化,硅膠會出現干燥固化不均勻的狀況就會影響硅膠模具的使用壽命及翻模次數,甚至造成模具報廢狀況。
2、抽真空排氣泡處理:硅膠與固化劑攪拌均勻后,進行抽真空排氣泡環節,抽真空的時間不宜太久,正常情況下,不要超過十分鐘,抽真空時間太久,硅膠馬上固化,產生了交聯反映,使硅膠變成一塊一塊的,無法進行涂刷或灌注,這樣就浪費了硅膠,只能把硅膠倒入垃圾桶,重新再取硅膠來做。
3、涂刷或操作過程:把抽空排過氣泡的硅膠,以涂刷或灌注的方式。倒在產品上面(注:在倒硅膠之前要復制的產品或模型一定要打脫模劑或隔離劑)。然后再把硅膠涂刷在產品上面,涂刷一定要均勻,30分鐘后粘貼一層紗布纖緯布來增加硅膠的強度和拉力。然后再涂刷一層硅膠,再粘貼一層紗布纖緯布,這樣兩次之后就可以了。只有這樣做,開出來的硅膠模具使用壽命及翻模次數相對要提高很多,可以節省成本,提率。
4、外模的制作:一般采用的方法和材料是將模具四周,用膠板或木板圍起來,一采用石膏將模柜灌滿就可以了,另一種采用樹脂涂刷的方式,涂刷一層樹脂就粘貼一層玻纖布,再涂刷再粘貼,反復兩三層就可以完成模具外模了。
5、灌模或灌注模的操作方法:灌模或灌注模,是用于比較光滑或簡單的產品,沒有模線省工省時,就是將你要復制的產品或模型,用膠板或玻璃板圍起來,將抽過真空的硅膠直接倒入產品上面,待硅膠干燥成型后,取出產品,模具就成型了(注:灌注模一般采用硬度比較軟的硅膠來做模,這樣脫模比較容易,不會損壞硅膠模具里面的產品)。

全國手板硅膠熱銷信息