大高爐出鐵溝用的低水泥結(jié)合Al2O3SiCC質(zhì)澆注料流動(dòng)性好、耐火度高,澆注體致密性好、強(qiáng)度高,因此鐵溝抗侵蝕、抗沖刷、使用壽命長(zhǎng)。但該材料的問(wèn)題是澆注后需要養(yǎng)護(hù)且不能快速烘烤,否則會(huì)出現(xiàn)強(qiáng)度低和、爆裂現(xiàn)象。若能有效解決大高爐鐵溝澆注料的快干脫模、快速烘烤、防止爆裂問(wèn)題,使其能夠應(yīng)用在單鐵口高爐的出鐵溝上,對(duì)于提高國(guó)內(nèi)中小高爐的壽命和鐵前環(huán)保水平來(lái)說(shuō)具有重大意義。現(xiàn)在很多基礎(chǔ)建設(shè)里面會(huì)使用到石籠網(wǎng),因?yàn)檫@種材料很好的緩解了以前材料出現(xiàn)的抗腐蝕性不強(qiáng),或者是整體鋼結(jié)構(gòu)達(dá)不到要求的情況,在使用這種材料的時(shí)候,【標(biāo)題】能夠很好的滿(mǎn)足人們?cè)谑褂脮r(shí)候的壽命問(wèn)題,不會(huì)因?yàn)榇嬖诤軓?qiáng)的沖擊,或者是存在很大的壓力,讓這種生態(tài)網(wǎng)格出現(xiàn)變形 或者是斷裂的情況,這是他的一個(gè)非常重要的優(yōu)勢(shì),也是現(xiàn)在使用范圍在不斷增加的主要原因。 阜陽(yáng)市鉛絲籠大型實(shí)體廠家-宇利絲網(wǎng)


石籠卷網(wǎng)九大優(yōu)點(diǎn):(1)度。(2)變形能力,能很好的適應(yīng)地基的變形。(3)柔韌結(jié)構(gòu),不易斷裂。(4)耐久性、經(jīng)濟(jì)性。(5)能有效地抵抗地震的沖擊力。(6)透水性。(7)提供粗糙系數(shù)(m)之預(yù)定值。(8)提供植被綠化美化;自然景觀環(huán)境。(9)導(dǎo)入了生態(tài)環(huán)境的理論,能有效減小對(duì)環(huán)境的影響。
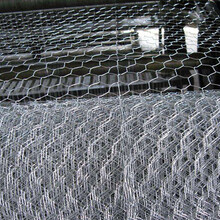
1、PVC鍍鋁鋅鋼絲
石籠卷網(wǎng)材采用低碳鋼絲材料,表面涂塑。
規(guī)格如下:
絲徑:¢ 2.6mm / ¢3.2mm / ¢2.2mm(國(guó)標(biāo)Q /320281 HA J01 -2000)---包塑后¢ 3.6mm / ¢4.2mm / ¢3.2mm(±0.2 mm)
抗拉強(qiáng)度:-﹥420Mpa(國(guó)標(biāo)Q /320281 HA J01 -2000)。
伸長(zhǎng)率:不小于12%
比重:>1.32(ASTMD412719)
硬度:>50
斜邊差:<12 mm 網(wǎng)片長(zhǎng)寬允差:±35 mm
鍍鋅量:不小于250g/m2(國(guó)家標(biāo)準(zhǔn)GB/T1839-93)
中新網(wǎng)3月8日電 3月5日,第14屆阿拉善英雄會(huì)在內(nèi)蒙古自治區(qū)圓滿(mǎn)落幕。途虎養(yǎng)車(chē)和固特異輪胎聯(lián)合冠名的老牌勁旅、沙漠越野車(chē)隊(duì)“沙漠縱隊(duì)”不負(fù)眾望,在T沙漠挑戰(zhàn)賽中一舉包攬大排量組冠亞軍、小排量組及巾幗組,以及大排量組第五名和第九名。

石籠網(wǎng)可用于邊坡支護(hù)、基坑支護(hù)、山體巖面掛網(wǎng)噴漿、邊坡植生(綠化)、鐵路高速公路隔離護(hù)攔網(wǎng),它還能制成箱籠、網(wǎng)墊,用于江河、堤壩及海塘的防沖刷保護(hù),水庫(kù)、河流截流用網(wǎng)箱。河流嚴(yán)重的災(zāi)害是水流沖刷河岸使其破壞,引發(fā)的洪水泛濫,導(dǎo)致生命財(cái)產(chǎn)遭受大量損失和大量水土流失。因此在處理上述問(wèn)題時(shí)候,格該生態(tài)格網(wǎng)結(jié)構(gòu)的應(yīng)用成為的解決方案之一,它能使河床河岸得到性保護(hù)。

阜陽(yáng)市鉛絲籠大型實(shí)體廠家-宇利絲網(wǎng)對(duì)于大中型鑄件來(lái)說(shuō),鑄型的制造周期一般以月為單位計(jì)算。由于采用計(jì)算機(jī)自動(dòng)處理,PCM工藝的信息處理過(guò)程一般只需花費(fèi)幾個(gè)小時(shí)至幾十個(gè)小時(shí)。所以從制造時(shí)間上來(lái)看,該工藝具有傳統(tǒng)造型方法無(wú)法比擬的性。2制造成本低PCM工藝的自動(dòng)化程度高,其設(shè)備一次性投資較大,其它生產(chǎn)條件如原砂、樹(shù)脂等原材料的準(zhǔn)備過(guò)程與傳統(tǒng)的自硬樹(shù)脂砂造型工藝相同。然而又由于它造型無(wú)需模樣,對(duì)于一些大型、復(fù)雜鑄件,模具的成本又較高,所以其收益是明顯的。3一體化制造由于傳統(tǒng)造型需要起模,因此一般要求沿鑄件截面處(分型面)將其分開(kāi),也就是采用分型造型。這樣往往限制了鑄件設(shè)計(jì)的自由度,某些表面和內(nèi)腔復(fù)雜的鑄型不得不采用多個(gè)分型面,使造型、合箱裝配過(guò)程的難度大大增加,分型造型使鑄件產(chǎn)生“飛邊”,導(dǎo)致機(jī)加工量增大。PCM工藝采用離散/堆積成形原理,沒(méi)有起模過(guò)程,所以分型面的設(shè)計(jì)并不是主要障礙。分型面的設(shè)計(jì)甚至可以根據(jù)需要不設(shè)置在鑄件的截面處,而是設(shè)在鑄件的非關(guān)鍵部位,對(duì)于某些鑄件,完全可以采用一體化制造方法,即上下型同時(shí)成形。