




寧夏中衛(wèi)數(shù)控小導管沖孔機供應小導管成型機易損件寧夏中衛(wèi)數(shù)控小導管沖孔機供應小導管成型機易損件
1. 節(jié)省人力:設備自動運行送料,自動時間計算。2. 節(jié)省計算時間:電腦自帶記憶,可儲存多套記憶數(shù)據(jù)。3. 節(jié)省大量定位時間:氣動,力度大,不跑偏。4. 節(jié)省換模時間:使用快速更換模具結(jié)構(gòu)。5. 生產(chǎn)效率:數(shù)控沖床與普通沖床相比,60~80次/分鐘了生產(chǎn)效國內(nèi)模具產(chǎn)業(yè)經(jīng)過多年的不斷發(fā)展,目前,雖然已經(jīng)取得了一定的進步和的成就,但是依然存在很多問題。相關通過對模具產(chǎn)業(yè)現(xiàn)在存在的發(fā)展劣勢進行了深入的分析,結(jié)合模具產(chǎn)業(yè)的發(fā)展,得出以下模具產(chǎn)業(yè)競爭力的對策:,著重發(fā)展模具人才,模具從業(yè)人員素質(zhì)第二,加快發(fā)展相關支持性產(chǎn)業(yè)的技術含量,模具附加值第三,模具產(chǎn)品結(jié)構(gòu)、產(chǎn)業(yè)結(jié)構(gòu)第四,推進自主創(chuàng)新,實施區(qū)域品牌戰(zhàn)略第五,發(fā)展產(chǎn)業(yè)集群,打造模具產(chǎn)業(yè)鏈第六,充分發(fā)揮的引導支持作用。表示,要想促進模具產(chǎn)業(yè)的不斷發(fā)展,就嚴格做到以上幾點,只有這樣,的模具產(chǎn)業(yè)發(fā)展才有可能取得突破性的發(fā)展,才能走上健康穩(wěn)步的發(fā)展之道,才能逐漸邁向模具強國。


小導管沖孔機比較其他類型的加工工藝,錐管效率不斷,而且設備性及可靠性更高,面積更小。小導管數(shù)控沖孔機 - 小導管沖孔機 - 振首機械的小導管沖孔機整機省電、壽命長、機身光滑亮麗且美觀,非技術人員亦可操作自如!全新整體設計,體積小、通用性強、機身穩(wěn)固不變形。油箱采用全新一代二氧化碳焊接,以確保油箱內(nèi)無殘留雜質(zhì)、不漏油、無焊渣;油箱焊縫無裂紋、無夾渣、不斷焊等缺陷。機器設計結(jié)構(gòu)合理、牢固可靠、運行平穩(wěn)。使您操作更安全!小導管打孔機產(chǎn)品技術參數(shù):施工前的:根據(jù)客觀條件制定切實可行的施工和與施工相互的措施。1、完全代替人工焊接2、定位裝置解決鋼管和鐵管扣壓尺寸長短不一的問題3、扣壓行程重新改進,大大生產(chǎn)效果,日工作效率3000-5000根4、體積小,面積少,方便5、模具精度高,扣壓后不會出現(xiàn)鋼管鐵管裂痕等現(xiàn)象6、模具靈活,可根據(jù)客戶需求定制(解決方型管、長方型管及六棱型縮頭)7、單次縮尖20-30秒8、大工件縮尖長度:150mm.單次送料長度:3-5M.~寧夏中衛(wèi)數(shù)控小導管沖孔機供應小導管成型機易損件

小導管尖頭機該設備由機架、模具、方管尖頭機動力機構(gòu)、油壓、電控等組成;機架:機身由型材焊接而成,包括工具箱,電箱,油箱為一體。設備各部分的零部件根據(jù)實際工作狀況進行必要的處理,以部件具有足夠的抗振性能;模具:模具帶刻度尺,方便直接讀數(shù),可隨意調(diào)試沖半孔或全孔,沖口平整,定位準。可生產(chǎn)各種新型菱形、梅花管、圓管方管尖頭機等;該產(chǎn)品的性能優(yōu)勢是體現(xiàn)比較明顯的,大致包括以下幾個方面:節(jié)余成本和一般的厚壁管材尖頭機設備相比,它的面積是非常小的,而且成本的消耗只有普通設備的四分之一,算是非常節(jié)約的。工藝流程化因其特的設計工藝流程更加的簡化,尤其是物料的搬運也簡便了許多,由此帶來的工作效率了至少20%的樣子。小導管尖頭機整機的安全設計,讓你不要為工傷擔心,確保了工人不會出現(xiàn)沖傷手等工傷事故。節(jié)能環(huán)保,此機特的整機電路,油路設計且智能開關機,操作人性化。用電量比普通10臺12T沖床節(jié)約用電15%,為你節(jié)約用電成本。尖頭機的優(yōu)勢還是很明顯的,比較的尖頭機自動化水平更高,操作更簡單,工作效率更高。生產(chǎn)自動化、省力、,搭配相應的自動送料裝置,具有送料出錯檢測、預裁、預斷裝置,可完全實現(xiàn)自動化生產(chǎn),成本低,。的,設備主要部件曲軸、齒輪、傳動軸等部位均經(jīng)硬化熱處理后在研磨加工都有很高的耐磨性,長期性能,確保了的要求。結(jié)構(gòu)件負荷均勻,鋼性平衡。高剛性、機架,采用鋼板焊接,并經(jīng)熱處理、了機身锝內(nèi)應力以使設備長期工作不變形。寧夏中衛(wèi)數(shù)控小導管沖孔機供應小導管成型機易損件



小導管沖孔機操作步驟:加入170L液壓油(南方地區(qū)加68號液壓油,北 方地區(qū)加46號防凍液壓油 )按下觸控屏旁的啟動按鈕.在觸控屏啟動電機運轉(zhuǎn),鍵入加工數(shù)據(jù)(工件長 度、孔徑、孔數(shù)或孔距),鍵入完成放置工件至模具處.踩下腳踏開關,液壓夾具工件往設備尾部 ,拉料到位置后再次踩下腳踏開關實現(xiàn)自動縮尖.小導管沖孔機簡單的故障處理辦法小導管沖孔機沖孔時沖頭沖下去后拉不上,檢查氣壓是否充足(正常氣壓需要4mpa左右)小導管沖孔機沖孔時經(jīng)常拉壞塑料膠袋?檢查氣壓是否充足;檢查沖孔是否工作;檢查液壓管材沖孔機和制袋機切刀是否同步;小導管沖孔機沖孔時好時壞(有時沖孔沖不下),檢查電磁閥是否進水及是否工作;檢查氣缸是否漏氣。小導管尖頭機工件成形時間短,,加工表面光滑,工件無傷痕。設有閉路循環(huán),確保機器長時間正常運行, 機器模具更換簡單沒在相應模具配合下可加工不同形狀金屬管,不同需求。施工前的:1、根據(jù)客觀條件制定切實可行的施工和與施工相互的措施;2、選定注漿用料的名稱、規(guī)格、材質(zhì)、技術,并提出用料量和的輔助用料量。一般漿液應按照粘土系、水泥系、水泥化學漿液系、化學藥液系來選擇。當?shù)叵滤S富或有淤泥流砂時,宜采用水泥—水玻璃雙液注漿。化學漿液成本高,有一定毒性,對環(huán)保不利,應慎用。3、選定注漿設備,包括鉆孔、注漿、實驗、檢測的設備和儀表器材工具。4、擬訂實驗方案,決定實驗和檢查辦法,確定收集哪些數(shù)據(jù),以便選定注漿參數(shù)。注漿參數(shù)包括注漿有效范圍、單孔注漿漿液擴散半徑、注漿壓力、注漿速度、漿液初凝時間、漿液配合比、止水尺寸等。寧夏中衛(wèi)數(shù)控小導管沖孔機供應小導管成型機易損件
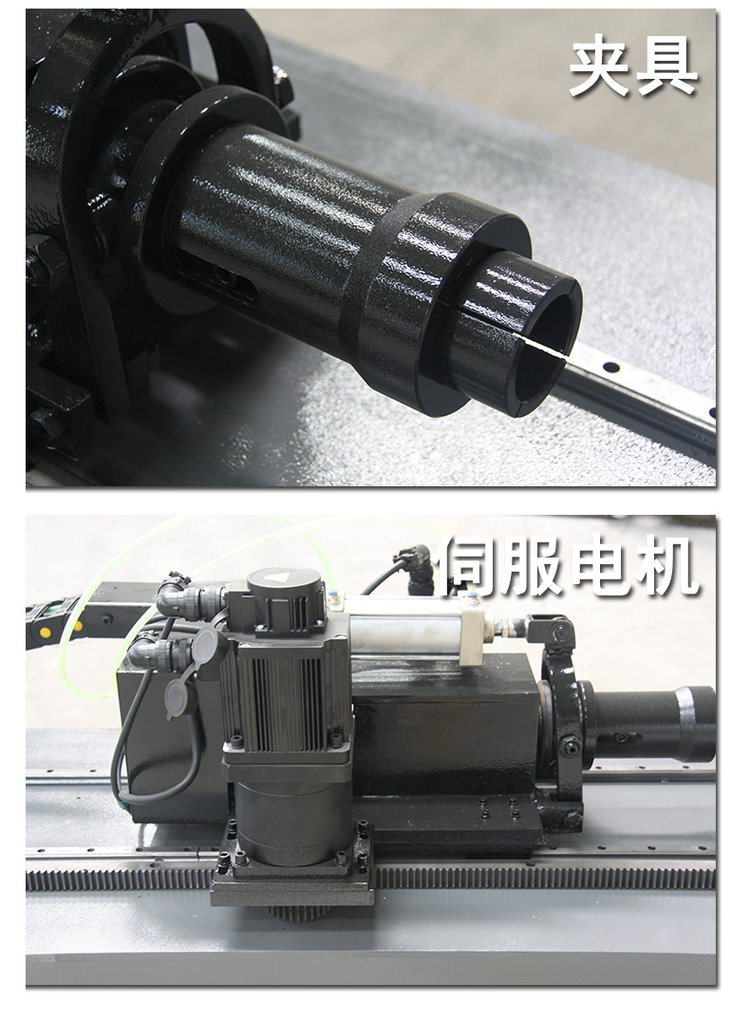


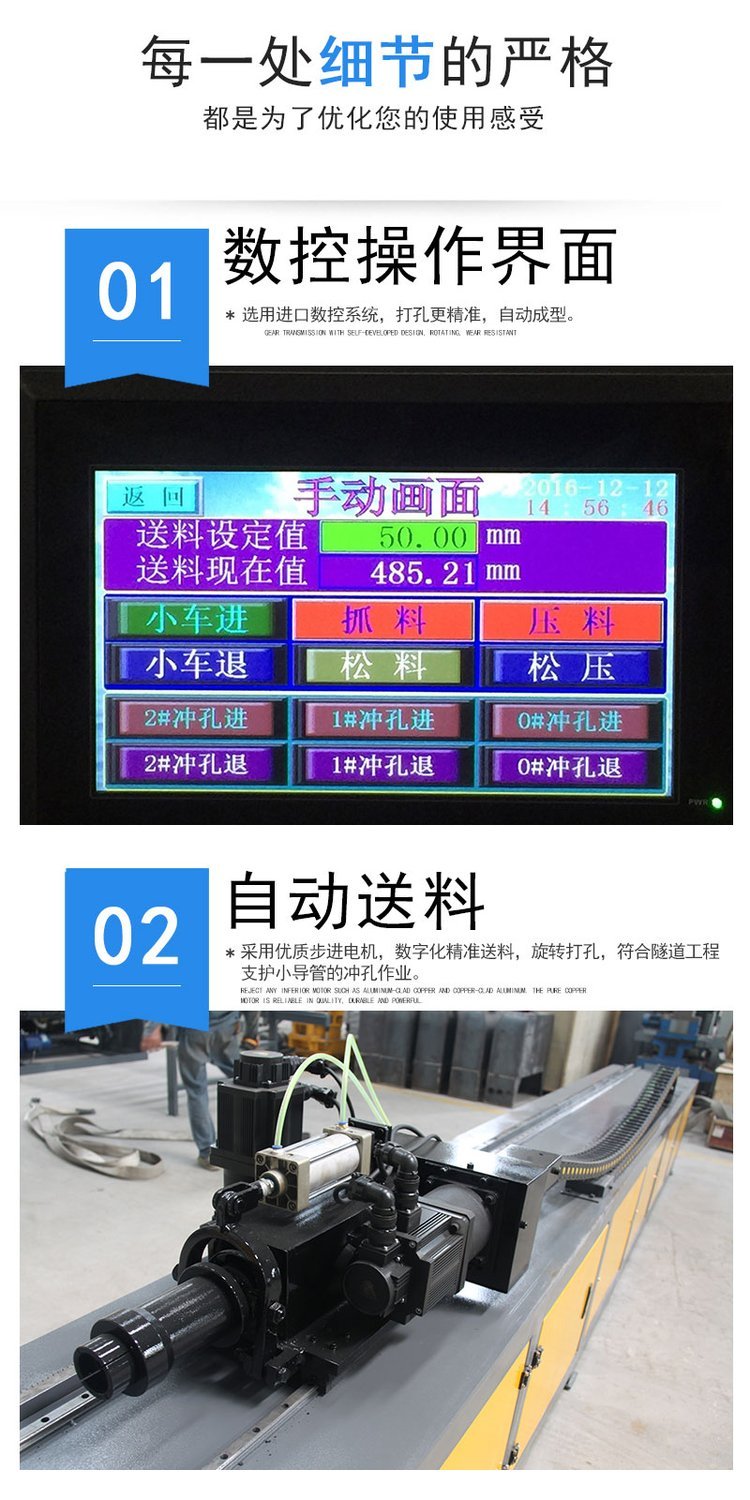
小導管尖頭機特點:1、 數(shù)控自動進給線本部件為 6米自動控制移位進給設備可以自動夾持 0-6000mm 長的工件按照加工程序自動實現(xiàn)等距、不等距進給,并有導軌導向、精密齒條傳動伺服電機驅(qū)動。送料機臺面配有可調(diào)中心高度的圓柱滾輪有效減輕工件在傳送中的傳送阻力和工件表面不被劃傷。2 、三工位全自動數(shù)控尖頭機 本部件為龍門式三軸向自動液壓沖床結(jié)構(gòu)。采用數(shù)控程,加工高.3 、CNC 控制送料軸采用伺服馬達控制,定位精度高,性佳 CNC 控制是該設備的控制主機,送料軸采用伺服馬達控制,定位精度高、性佳、開關按鈕、操作面板組成。根據(jù)加工圖紙編寫數(shù)控程序,并可現(xiàn)場錄入。設備可按照錄入程序的指令自動加工工件,孔與孔之間的距離可任意設置。 1、小導管加工前,對其表面、污漬、泥土等雜物就行清理。 2、小導管巖體的端頭須加工成長度為20cm的圓錐形,尾部焊接Φ8的鋼筋加勁箍,。 3、小導管管體須用鉆床鉆Φ8的注漿孔,注漿孔間距為15cm,呈梅花形布置,尾部長度留30cm的止?jié){段。 4、鉆孔結(jié)束后,鐵屑并將注漿孔毛刺磨平。 5、小導管單根設計長度為4m。寧夏中衛(wèi)數(shù)控小導管沖孔機供應小導管成型機易損件
aIBLOIOL

湖南邵陽小導管成型設備供應數(shù)控小導管鉆孔機易損件
面議
產(chǎn)品名:小導管成型設備
貴州黔西南小導管沖孔機供應數(shù)控小導管沖孔機價格
面議
產(chǎn)品名:小導管沖孔機
貴州貴陽數(shù)控小導管打孔機供應小導管割孔機現(xiàn)貨供應
面議
產(chǎn)品名:數(shù)控小導管打孔機
福建莆田小導管打孔機供應小導管縮尖機現(xiàn)貨供應
面議
產(chǎn)品名:小導管打孔機
湖北荊州小導管割孔機供應數(shù)控小導管鉆孔機多少錢
面議
產(chǎn)品名:小導管割孔機
青海玉樹小導管成型機供應數(shù)控小導管鉆孔機售后處理
面議
產(chǎn)品名:小導管成型機
四川南充小導管成型機供應小導管割孔機全國供應
面議
產(chǎn)品名:小導管成型機
湖南郴州小導管鉆孔機供應小導管割孔機全國供應
面議
產(chǎn)品名:小導管鉆孔機