







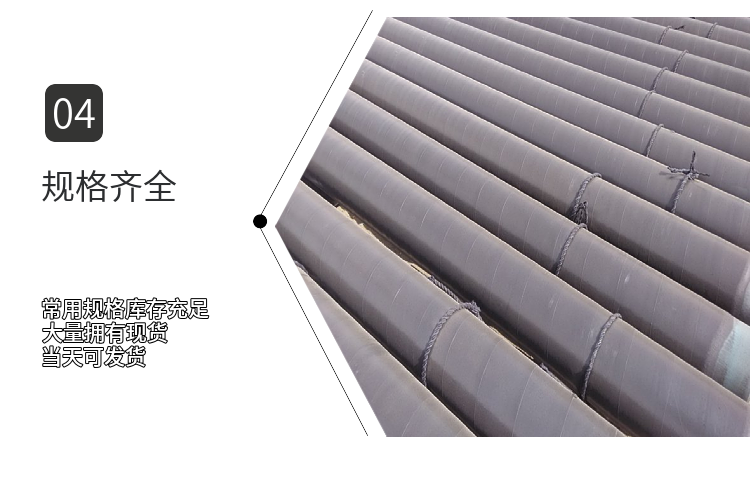



結構由以下三層組成:底層為熔結環氧粉末,厚度≥80μm;中間為膠粘劑厚度170-250μm;面層為擠塑聚厚度約2mm,這種厚度屬于普通級,還分加強級和特加強級,防護層總厚度約1.8-3.7mm熔結環氧粉末層和膠粘劑層的基本作用是整個防腐層對鋼體的粘結,聚烯烴層是提供腐蝕防護的主體,E防腐鋼管價格計算公式: 3.1415*口徑*米數*單價(例:防腐費40元/平方米)=費用 E防腐鋼管防腐結構: 底層環氧粉末(FBE>100um, 二層膠粘劑(AD)170~250um ,面層聚(PE)1.8~3.7mm(普通級~加強級) 的生產工況便于焊接的控制和幾何尺寸的,由于螺旋焊管管型規整、焊縫均勻分布,相對于直縫焊管,螺旋鋼管有管口橢圓度和端面垂直度,了現場鋼管焊接組對時的組對精度
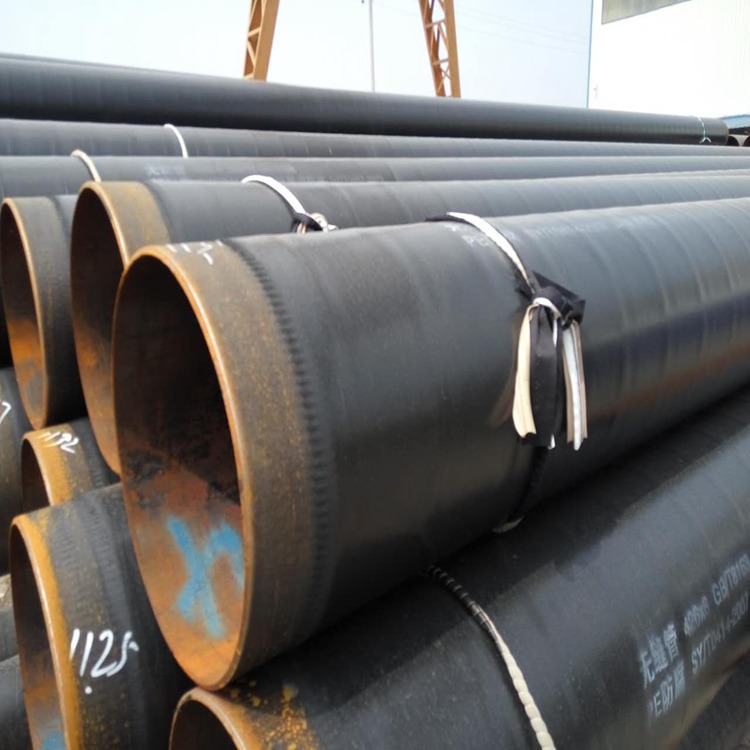
防腐百科:管端預留長度為10-12公分,聚層端面應形成不大于30度的倒角,端部外保留的環氧粉末涂層,防止防腐管端部防腐層剝離或,端部部分人工修理,按2~3次分段進行,以達到規定要求 現場的可焊性主要是由鋼管的材質和端口配合尺寸公差決定的,考慮到鋼管安裝施工的要求,鋼管加工生產的連續性的和外形幾何尺寸的一致性尤為重要 直縫焊管生產流程:1.板探:用來制造大口徑埋弧焊直縫鋼管的鋼板進入生產線后,首行全板超聲波檢驗;2.銑邊:通過銑邊機對鋼板兩邊緣進行雙面銑削,使之達到要求的板寬、板邊平行度和坡口形狀;3.預彎邊:利用預彎機進行板邊預彎,使板邊具有符合要求的
曲率;4.成型:在JCO成型機上將預彎后的鋼板的一半經過多次步進沖壓,壓成"J"形,再將鋼板的另一半同樣彎曲,壓成"C"形,形成開口的"O"形5.預焊:使成型后的直縫焊鋼管合縫并采用氣體保護焊(MAG)進行連續焊接;6.內焊:采用縱列多絲埋弧焊在直縫鋼管
內側進行焊接;7.外焊:采用縱列多絲埋弧焊在直縫埋弧焊鋼管外側進行焊接












