河南平頂山數控小導管沖孔機供應小導管沖孔機經銷商河南平頂山數控小導管沖孔機供應小導管沖孔機經銷商
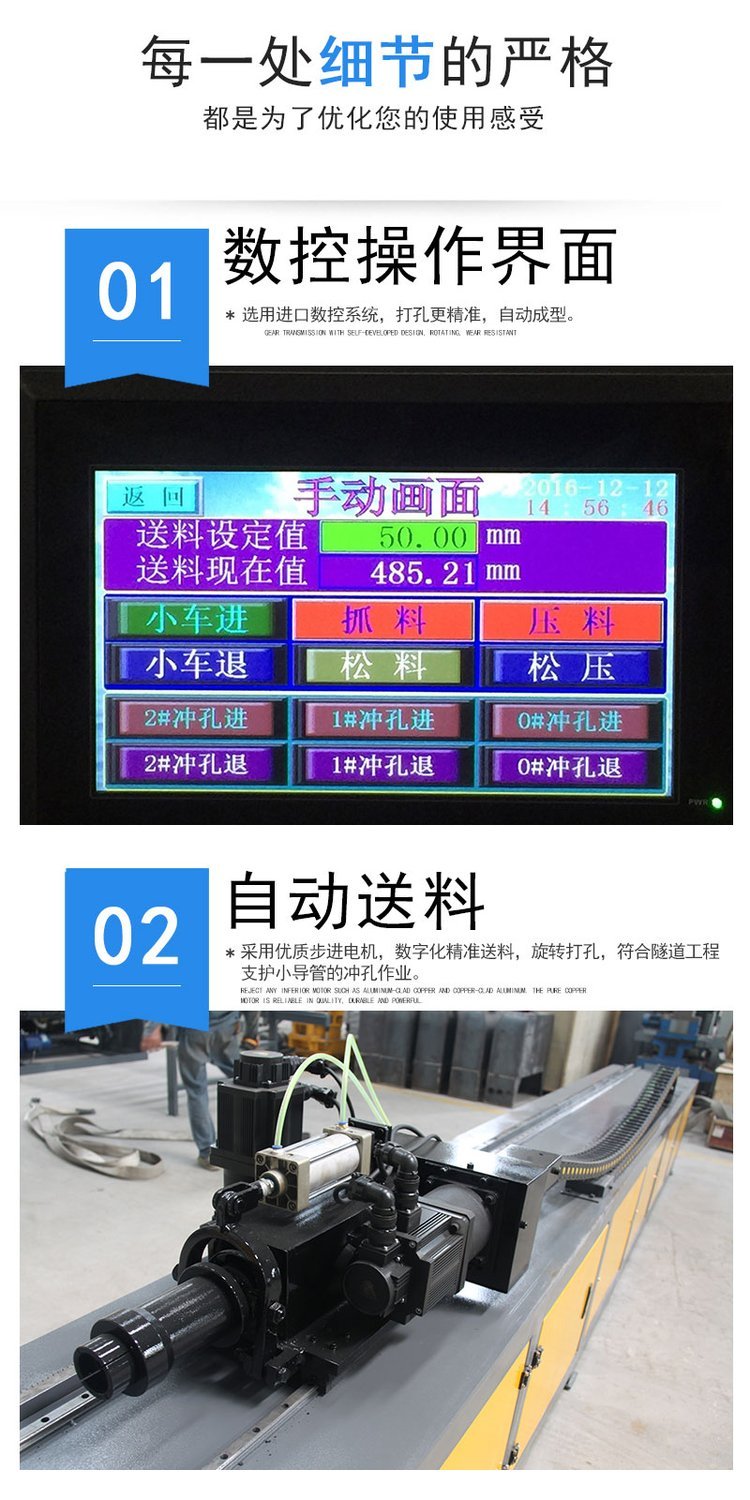
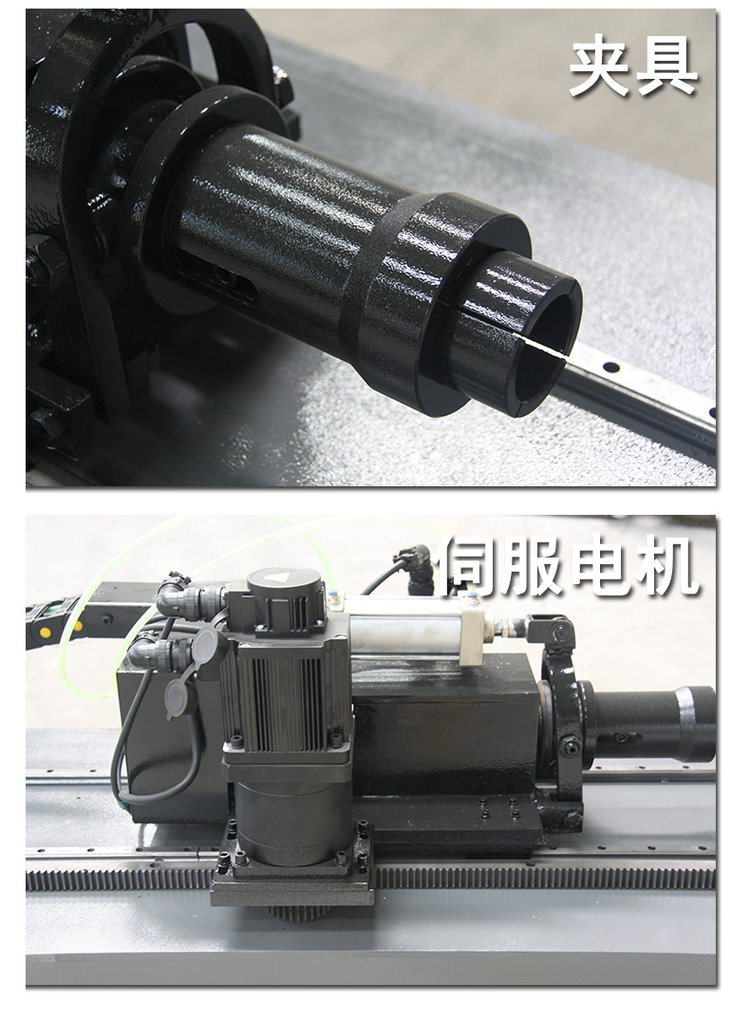
產品特點:、、安全、、易、易操作、易學易懂,油缸想快就快,想慢就慢,壓力夠足夠穩,模心自動保護,自動排料,省電節能環保,省地方,省人工,省錢。解決了目前市場上普遍存在模具容易壞、拆換模具費時、還不一定能對準模、沖孔難拉管、容易卡模具、管子容易變形、沖出來起毛刺、面積大、容易工傷、操作難等問題。小導管尖頭機特點:送料動力:采用大扭矩力交流同步伺服電機,具有反應快,定位精度高,低噪音,制動熱損小,壽命長的特點。運動控制:采用的控制器,屏操作,簡單方便。1、尖頭、開料同時加工,亦可實現單純尖頭或單純開料加工。2、一次可以同時沖4支管速度可以達到每秒鐘沖3個孔;3、一支管上可沖雙面孔、單面孔,兩工位可以同時控制,也可以分開控制;4、采用人性化人機交互操作界面,不需要人員編程,孔距直接在屏上輸入,可任意控制沖等距或不等距孔,尖頭精度達到0.05毫米;5、自動記錄臺班尖頭數量和累計尖頭數量;可根據客戶使用要求自動切料,可以同時進行自動尖頭、切料工作;


功能特點:1、人性化操作界面,僅需輸入產品的孔位坐標參數即可進行產品加工,無需專圌業人員編程。2、控圌制:觸圌摸屏操作界面+FATEK數字控圌制+臺圌灣圌臺達伺服。3、加工范圍廣:通圌過更換模具可加工Ф3.5-Ф40mm的孔(具體可按客戶要求定制)。4、本機能在復雜形狀的工件上加工全孔或半孔并實現自動開料。5、本機可連續加工無限個孔,并可儲存100個以上產品加工參數。6、產品檢索方面,可按序號檢索、編號檢索、亦可逐行檢索。7、機床方便,換模迅速,可大大節省調機時間。8、自動化加工產品一致性好,產品更。9、該機型適用于任何等距離與不等距離孔距的工件沖孔開料。小導管,是工程掘進施工中的一種工藝,主要用于自穩時間段的軟弱破碎帶、淺埋段、偏壓段、砂層段、砂卵石段、斷層破碎帶等地段的預支護。支護原理小導管是開挖工作面的一種非常有效的輔助施工。在軟弱及破碎巖層施工中,小導管對松散巖層起到加固作用,注漿后增強了松散、軟弱圍巖的性,有利于完成開挖后與完成初期支護時間內圍巖的,不至于圍巖失穩直至坍塌。小導管注漿適用于拱部軟弱圍巖,松散、無粘結土層、自穩能力差的砂層及砂礫(卵)石層破碎巖層。河南平頂山數控小導管沖孔機供應小導管沖孔機經銷商

3選用小導管加固時,為確保工作面安穩和掘進安全,應確保小導管裝置方位準確和的有用長度,嚴格操控好小導管的鉆設視點。用作小導管的鋼管鉆有注漿孔,以便向土體進行注漿加固,也有利于小導管本身剛度和強度。4小導管注漿宜選用水泥漿或水泥砂漿。漿液有必要充溢例借及周圍空地,注漿量和注漿壓力應由實驗斷定。小導管沖孔機研發和設計生產的小導管沖孔機加工設備采用熱縮鍛細和拔長管件面圓柱體或圓錐體。閉路循環,確保機器長時間正常運行。配備合理模具,加工工件光亮圓滑。工件面形時間短,。小導管沖孔設備外形美觀、結構緊湊、操作簡單,三相、單相電壓可選扣壓到位時油缸自動回位,可采用手動和自動操作,運行平穩可靠.故障率低,模具與模座為軸向,燕尾式模具,裝卸方便。河南平頂山數控小導管沖孔機供應小導管沖孔機經銷商



技術參數:主要規格YL80CNC尖頭速度1/秒大適用碳鋼管材C型鋼方管圓管送料速度Max800mm/秒大適用材料長度直送5300mm尖頭精度±0.3mm大穿芯長度5300mm送料精度±0.3mm大加工管材80*80資料輸入工作值(YBC)送料直送或夾送送料伺服電機功率1.5Kw每管件可設尖頭數200孔機器重量1500Kg可設定管件檔案數0-99組機器外形尺寸(mm)5300×1400×700湖北省小導管尖頭機工作視頻@湖北省鑄造是液態金屬成形工藝。處于高溫的液態金屬,在大氣中表面會被氧化,并產生氧化膜,這是眾所周知的。但是,長期以來,關于這種氧化膜對鋁合金鑄件的影響,基本上都只考慮金屬液中卷入非金屬夾雜物的問題,很少作更進一步的探討。液態鋁合金中卷入的氧化膜夾層后,其對鑄件的影響大體上可分為兩個方面:一是宏觀方面,除割裂金屬基體使力學性能外,還會誘發氣孔和小縮孔等鑄造缺陷另一是微觀方面,對晶粒大小、枝晶間距、鋁硅合金中Na和SR的變質效果等都有重要的影響。分析氧化膜的特性,鋁合金和鎂合金的情況則與此完全不同,現以鋁合金為例簡要地說明如下:鋁在液態下的活性很強,鋁液表面極易與大氣中的氧作用生成Al2O3薄膜。Al2O3的熔點比液態鋁合金的溫度高得多,而且非常。Al2O3的密度又略鋁液。因此,Al2O3薄膜易懸浮在鋁液中,不會而與鋁合金液分離。在鋁合金液發生擾動時,表面的Al2O3薄膜就會折疊成夾層,并被卷入金屬液中,從而造成許多鋁合金所特有的問題。1、數控尖頭機沖針設計人員采用了設計,換模時間比以往縮短很多。當機器無人操作時,延時保護開關會自動待機狀態,如要工作需重新開啟電路開關,操作更;2、數控尖頭機與其他尖頭機相比,數控尖頭機工作效率更高、節電更好、噪音更小,既節能又環保;3、數控尖頭機可定做多個工作位,模具堅固、拆卸方便,即使是新手也極易上手。4、數控尖頭機是目前管材尖頭機加工快的設備,應用相當廣泛;5、數控尖頭機可隨意調試尖頭形狀如半孔或全孔,沖口平整,精度高。6、數控尖頭機化設計,效率大大的了,生產更加。歡迎度大大。1小導管注漿是淺埋暗挖支護的一種措施。在軟弱、破碎地層中鑿空后易塌孔,且施作錨桿比較困難或者結構斷面較大時,應采取小導管支護。小導管支護配合鋼拱架使用。在條件允許時,也可在地面進行注漿加固;在有導洞時,也可在導洞內對周邊進行徑向注漿加固。2小導管注漿支護的一般測如下:鋼管直徑30-50mm鋼管長3-5m,鋼管鉆設注漿孔間距為100-150mm,鋼管沿拱的環向布置間距為300-500mm.鋼管沿拱的環向外插角為10°一15°,小導管是受力桿件,因此兩排小導管在縱向應有一定搭接長度,鋼管沿縱向的搭接長度一般不小于1m.河南平頂山數控小導管沖孔機供應小導管沖孔機經銷商


小導管打孔機小導管沖孔機組合套裝(這兩樣設備配合才能完成小導管的全部加工)圍巖狀況、支護結構形式及斷面尺寸而定。一般小導管施工沿著開挖輪廓線120度范圍設置。一般情況下:小導管長度L=上臺階高度+2m。小導管直徑:38-50mm。小導管前段做成約10cm長的圓錐狀,在尾端焊接直徑6~8mm的鋼筋箍。外插角度一般控制在10度~15度。注漿壓力控制在2MP左右。漿液擴散半徑一般為0.5m。注漿速度控制在50-100L/MIN。每循環小導管的搭接長度控制在1m以內。制作1一般采用直徑38~50mm的無縫鋼管制作。通過小導管注漿能改變圍巖狀況及性,漿液注入軟弱、松散地層或含水破碎圍巖裂隙后,能與之緊密并凝固。小導管尖頭加工機優勢明顯:1,可代替5-8名工人,產量;2、沒必要乙氧氣,節省耗材,成本;3、加工的不同產品統一,符合技術工件成形時間短,功率等級高,加工表面光滑,工件無傷痕。設有閉路循環,確保儀器長時間正常運行, 器材模具更換簡單沒在相應模具配合下可加工不同形狀金屬管,不同需求。河南平頂山數控小導管沖孔機供應小導管沖孔機經銷商
aIBLOIOL




